
To Increase Strength






To Increase Strength

To increase orientation & crystallinity

To decrease elongation at break (EB)


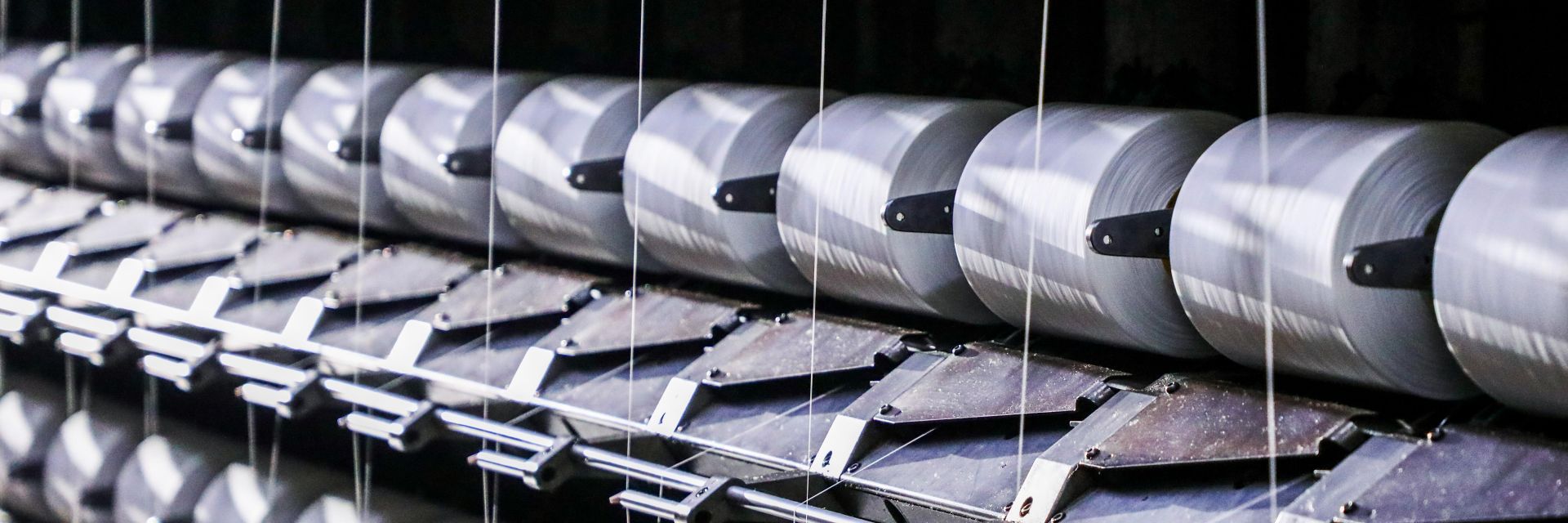
Air-texturing is mainly realized through the air deformation nozzle. The original filaments enters the nozzle and is blown open and disrupted by the air flow, and then is accelerated in the accelerating wire feed tube. Before leaving the nozzle, each single filament remains generally parallel, but when leaving the nozzle, the filaments generate permanent distortions, crimps, loops, coils, or crinkles on the yarns without destroying the essential continuity of the filaments.. A certain length of free yarn segment appears due to overfeeding. While the yarns are intertwined, a network occurs above the bending point, forming the basic structure of air-textured yarn.

It is one of the most popular method to produce high stretch yarn. In false-twist coiling, the yarn bundle is twisted, heated, and untwisted in one continuous operation. A heat-set coil within each filament results; the yarn itself has no twist (hence the name “false-twist).
False twist deformation processing is a special process that subjects thermoplastic filaments to mechanical stress at high temperatures to change the apparent tissue structure of the fiber and thereby change the fiber properties. The principle is that the fiber produces twisting stress due to twisting. This stress is eliminated by heat setting treatment, so that the twisted and crimped shape is fixed. Although it was untwisted afterwards, the fiber could no longer return to its original parallel state and became a deformed yarn with a certain crimpability.
False twists come in two different varieties. S- and Z-twist. There are both minor and significant differences. Both S and Z stand for genuine yarn twists. One yarn has been twisted in the opposite direction from the other yarn, which makes a difference. In essence, one yarn is the exact opposite of the other. The difference is particularly noticeable since S-twisted yarn will appear differently in a piece of fabric than Z-twisted yarn.

To gain increased bulkiness, porosity, softness and elasticity in some situations
We’d love to hear from you! Fill out the form below and we’ll get right back to you.